
Thermo Vacuum System
1. ОБЩАЯ ИНФОРМАЦИЯ
TVS — Thermo Vacuum System® в запатентованном оборудовании, предназначенном для термомодификации древесины. Трансформация основана на использовании высоких температур в вакуумной атмосфере, без химических добавок.
Характеристики конечного продукта являются существенными, прежде всего повышение долговечности в соответствии с нормой UNI EN 350-2:1996: эта норма указывает процедуры для определения и классификации естественной долговечности каждой породы дерева.
Кроме того, также изменяются механические свойства (также охарактеризованные в соответствии с ISO стандарты) и цвет дерева.

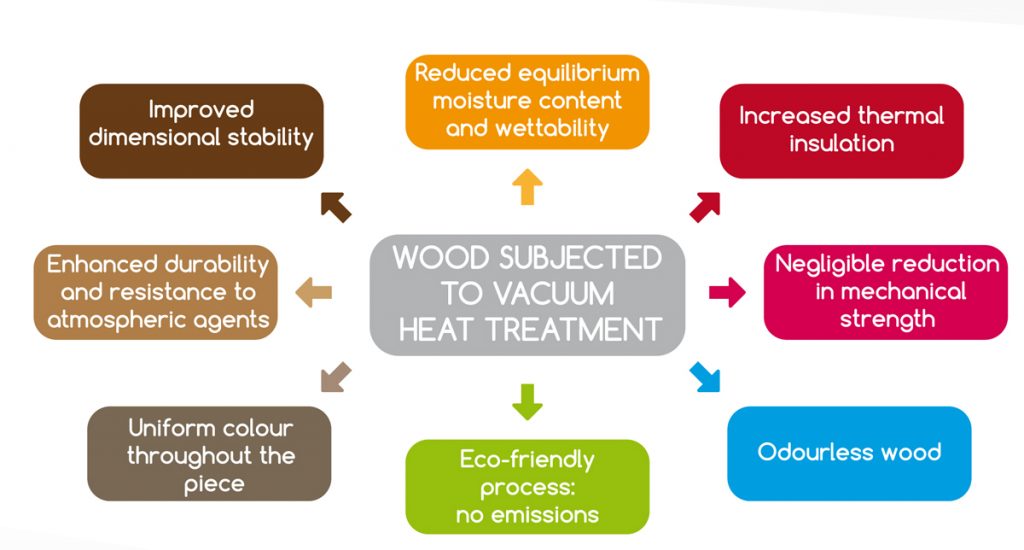
Наконец, вакуумная система термической обработки обладает многими другими преимуществами:
- Пониженное содержание влаги и смачиваемость
- Улучшенная размерная стабильность
- Повышенная износостойкость и устойчивость к атмосферным воздействиям
- Равномерный цвет по всему изделию
- Экологически чистый процесс
- Древесина без запаха
- Незначительное снижение механической прочности
- Повышенная термоизоляция
Термообработанная древесина в соответствии с предписаниями WDE Maspell, основанными на исследованиях.
Проект «TECH4WOOD» узнаваем по коммерческому названию и торговой марке VacWood®, благодаря характеристики и класс прочности. Кроме того, термообработанная древесина TVS сохраняет критерии оценки стандарта CEN/TS 15679, который как раз определяет термообработанную древесину характеристики.

2. CРОКИ И ЭНЕРГЕТИЧЕСКИЕ ПОКАЗАТЕЛИ
TVS Thermo Vacuum System® — это система двойного назначения, которую можно использовать как для сушки, так и для термообработки. Эта функция, уникальная на рынке, позволяет использовать ячейку и распределять нагрузку с максимальная гибкость.
Производительность с точки зрения времени зависит от состояния древесины (влажность и толщина): процесс качество (согласно стандарту WDE) относится к исходным однородным состояниям древесины.

ТЕРМОВАКУУМНАЯ ОБРАБОТКА ДРЕВЕСИНЫ
В случае комбинированного цикла (сушка/термообработка) экономия колеблется от 9% до 30%, в зависимости от породы дерева и начальных условий в начале цикла. Время и значения каждого цикла могут варьироваться в диапазоне, который в любом случае обеспечивает окончательный результат. Характеристики продукта как по стандарту WDE, так и по нормам; Тем не менее Клиент может изменить параметры цикла (в пределах безопасного диапазона), чтобы персонализировать Производство и конечный результат.
Адекватная теплоизоляция, а также правильное и точечное управление отоплением система, основанная на двойном контроле мощности и на 4-точечной системе измерения, гарантировать максимальную эффективность при нагреве и поддержании температуры обработки фаза.
2.1 КОНКРЕТНЫЕ ПРОИЗВОДСТВЕННЫЕ ПОКАЗАТЕЛИ
Номинальная производительность рассчитана для стандартной толщины 60 мм; Тем не менее фактическое моделирование производится с учетом толщины и типов древесины, как указано Заказчиком.
Цикл сушки и окончательные результаты процесса отображаются и оцениваются в соответствии с EN 14298:2018 норма, определяющая критерии оценки качества сушки пиломатериалов.
Чистый фактический объем производства рассчитывается на основе времени сушки, полученного в большинстве случаев деловая древесина по всему миру, включая погрузочно-разгрузочные работы; аналогичным образом, Показана и рассчитана полезная нагрузка за цикл по показаниям Заказчика.
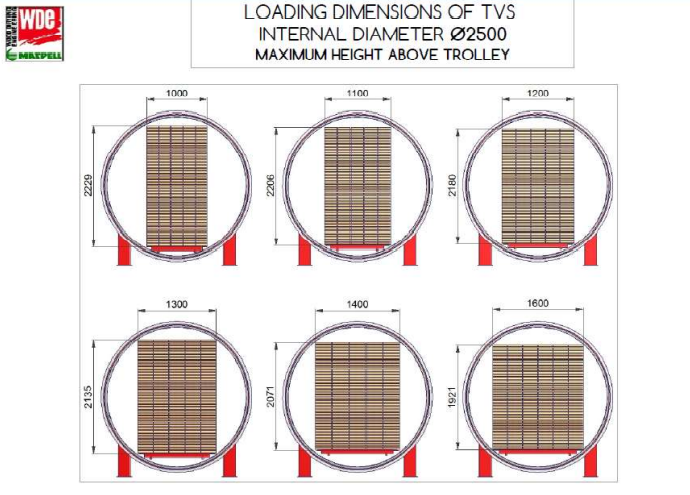
Размеры штабеля указаны в комплекте с палками и измерены на максимальной занимаемой площади.
Размеры штабеля: 1,2 х 1,2 х 13,5 м Количество тележек 2
Здесь ниже грузоподъемность и предполагаемая производительность цикла.
| Порода древесины | Cосна | Ель | Осина | |
| Толщина * | мм | 50 | 50 | 30 |
| Начальная влажность | % | 12 | 12 | 12 |
| Полезная нагрузка за цикл 2 | M3/цикл | 30 | 30 | 26 |
| Градиент предварительного нагревания ** | °С/ч | 10 | 10 | 8 |
| Температура заключительного цикла | °С | 210 | 210 | 190 |
| Расчетное время цикла 3 | часов | 34 | 31 | 35 |
| Ежемесячное производство | M3/месяц | 588 | 685 | 520 |
| Годовое производство | M3/год | 6468 | 7535 | 5720 |
| Тепловое потребление 3 | КвЧ/М3 | 201 | 164 | 131 |
| Потребление электроэнергии 3 | КвЧ/М3 | 43 | 38 | 43 |
1 Производительность рассчитана на 330 рабочих дней, включая расчетное время обычного обслуживания.
2 Рассчитано с учетом 10% потери нагрузки и стандартных стержней в зависимости от толщины, подлежащей сушке.
3 Оценка времени и потребления относится к полному циклу (Предварительный нагрев – Сушка – Охлаждение) при стандартной температуре/давленииусловия.
* 50 мм и 60 мм могут быть однослойными или двойными (25х2 или 30х2)
** Градиент предварительного нагрева 10°C/ч зависит от IMC 12% или ниже.
Примечание: это техническое предложение, сформулированное в соответствии с потребностями и требованиями заказчика.
3. СИСТЕМА УПРАВЛЕНИЯ
Процесс обработки и все части системы контролируются ПЛК через универсальную сенсорную панель; система TOTAL VISION® позволяет оператору удаленно управлять и управление через сервер, подключенный к Интернету (с ПК или смартфона).
Система управления позволяет получить доступ к параметрам цикла, визуализировать параметры работы вспомогательного оборудования, контролировать расход и количество конденсата, образующегося в процессе очистки. Кроме того, система предоставляет доступ и может взаимодействовать с информацией о времени цикла, а также с предварительными и заключительными операциями обычного обслуживания.
4. ЗАГРУЗОЧНАЯ СИСТЕМА
Система загрузки состоит из внешней тележки и рельсов из нержавеющей стали, что позволяет выполнять операции ВХОД/ВЫХОД.
Рельсы могут быть утоплены или на уровне земли, в зависимости от потребностей заказчика; этот вариант придется уточнять до предварительного согласования макета.
Перемещение тележки может осуществляться вилочным погрузчиком, системой шкивов или жестким стальным стержнем.
Для моделей больших габаритов рекомендуется использование механического привода тележки.
5. ТИПЫ ШТАБЕЛЕЙ И СТРУКТУРА
Конструкция оборудования позволяет использовать широкий диапазон размеров и вариантов длины штабеля благодаря заслонке из нержавеющей стали, установленной с обеих сторон тележки.

6. КОМПОНЕНТЫ И КОНСТРУКЦИЯ
Оборудование спроектировано таким образом, чтобы выдерживать атмосферные и температурные колебания процесса TVS. Все части ячейки, контактирующие с обрабатывающей средой, а также шланги изготовлены из нержавеющей стали AISI 304.
Кроме того, крепление частей, подвергающихся обработке, выполнено из нержавеющей стали, а других частей — из мягкой стали. Компоненты собираются и тестируются либо по прибытии на наш завод, либо на этапе запуска у заказчика. Двигатели с инверторной технологией установлены для максимальной эффективности.
Теплоизоляция состоит из минеральной ваты высокой плотности, а внешнее покрытие, защищающее изоляцию, выполнено из алюминия, что гарантирует очень долгий срок службы.


7. ОСНОВНЫЕ ВСПОМОГАТЕЛЬНЫЕ СИСТЕМЫ

Для правильной работы системы TVS она снабжена широким набором вспомогательного оборудования для управления жидкостями в разных циклах.
Все вспомогательное оборудование изготовлено из нержавеющей стали марок AISI 304 и 316, включая конденсаторы, насосы и клапаны для управления парами и жидкостным конденсатом.
Основные вспомогательные системы включают:
- Систему отопления
- Конденсатор
- Градирню
- Систему охлаждения камеры
- Систему искробезопасности
- Систему питания 24В
- Телефонный набор
- Инертизацию в водороде
- Автоматическую систему очистки